 消防车
特种车辆
水射流工程
水刀
奥 拓 福 水 刀立足品质 专业切割 专注水射流26年
消防车
特种车辆
水射流工程
水刀
奥 拓 福 水 刀立足品质 专业切割 专注水射流26年
400-83-29299
apw@apw.cn
沈阳市浑南新区浑南东路国际产业园日本园15-16号
 作者:admin
作者:admin
 来源:
来源:
 发布于:2022-04-06 11:43:20
发布于:2022-04-06 11:43:20
 浏览:7589
浏览:7589
研究磨料水射流的切割过程,关键在于研究切割前沿的形成,根据 Hashish 采用高速摄像仪拍摄磨料水射流切割透明有机玻璃的研究[21]和 Mazurkiewicz 采用高速摄像仪拍摄磨料水射流横越试件时的切割和穿透过程[23],得到了磨料水射流切割的切割前沿移动过程,如图 3.1 所示。
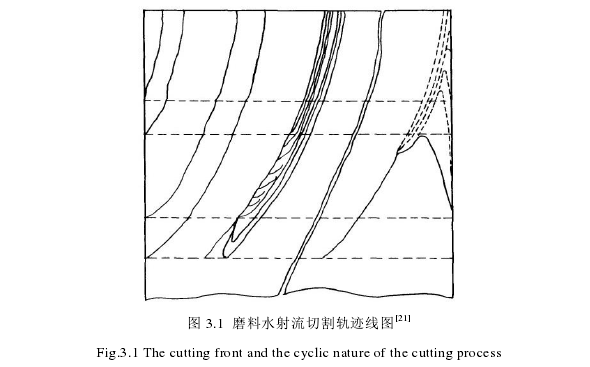
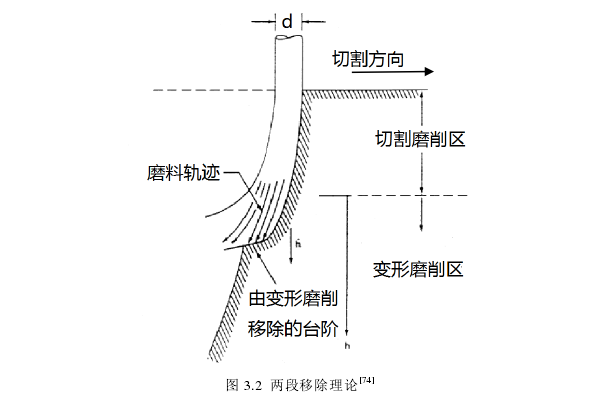
从磨料水射流切入材料开始,随着喷嘴的移动,磨料水射流也向右移动,但由于磨料水射流不是刚性的,且下方材料还没有被完全切穿,射流束从上到下会发生一定的偏转,直到到达切割最大深度,此后切割过程循环进行,直至喷嘴从上方移出材料范围。对此,Hashish 博士根据其系列实验提出了磨料水射流切割中材料移除的两段理论,该理论认为,磨料水射流切割是一个不断的循环过程,单个的循环由上部的切割磨损区和下部的变形磨损区构成[74],并提出切割表面波纹的产生原因即是由于切割磨损过程和变形磨损过程的交替出现,如图 3.2 所示。
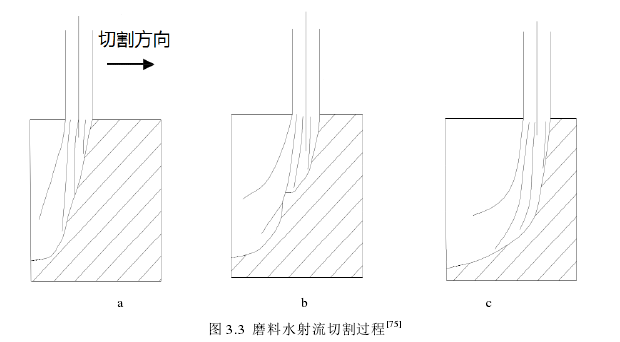
沈忠厚院士根据以上透明材料切割研究以及金属材料断面形貌分析,提出了如下的磨料水射流切割过程中切割前沿的成型机理磨料水射流切割材料时,在一定的给进速度下,射流的一部分以恒定速度射向材料,另一部分则随着射入深度增加,其切割效力减弱,于是切割面沿给进相反方向出现弯曲,如图 3.3a;弯曲切割面轴线与原射流轴线之间的角度,从射流进入材料处开始逐渐增大,磨料水射流随之沿给进相反方向偏转越来越大。但由于磨料自身惯性较大,并不随水射流载体偏转,因而导致磨粒与水射流分离和磨粒的局部过分冲蚀。磨粒加速度越大,分离折射角越大,集中冲蚀越剧烈。磨料局部集中冲蚀使得沿切割面的磨削量明显增加,从而在切割面上形成阶梯,因此,在形成阶梯的冲蚀中,阶梯以上射流偏转角不断增大,射流偏离切割面越远,阶梯以下的磨削量越小,直至上部阶梯与原射流方向垂直,如图 3.3b 所示。随着切割给进,切割面重新转变为平滑切割磨削,至此循环完成了一遍,如图 3.3c 所示。
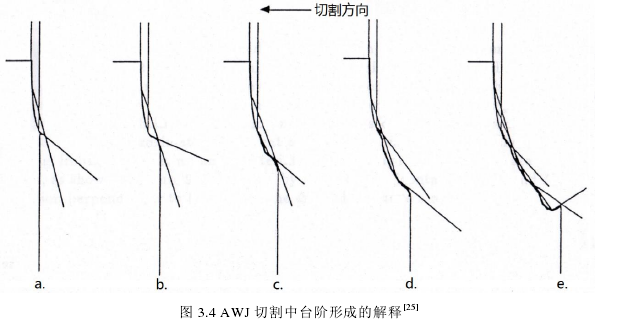
Zeng 与 Kim 在 1992 年通过对脆性材料的切割过程的研究,提出了如下的模型以解释磨料水射流中的阶梯现象[25],整个过程如下:切割过程开始时,射流从右边开始给进材料,此时的切割是一个平滑的过程,直至射流束完全进入材料,如图 3.4a 所示,这一阶段的材料移除完全由初始射流造成,是一个稳定的阶段;此后随着射流的继续给进,在原始射流束后方(切割的反方向)的材料开始受到发生偏转后的射流的二次冲击,这导致了材料移除率的突然变化,因此切割前沿曲线也会跟着突然改变,这就是一个台阶形成的开始阶段,如图 3.4b;随后,由于射流会沿着该台阶的上表面偏转,该台阶开始变长,并成为其下方材料的保护层,但当该台阶成长到一定程度时,它所承受的射流的侵蚀能力超过了其强度,射流开始逐步移除其上表面的材料,至此一个稳定的台阶形状成型,并保持其外形逐步下移,如图 3.4c 所示;在上一步稳定的台阶成型并向下逐步移除的同时,射流还在向前给进,台阶前方的材料也会像该台阶的形成过程一样形成新的台阶并被稳定移除,并且随着射流的给进,前方的材料也会不断循环这一过程,如图3.4d 所示;但同时需要指出的是,新生成的台阶并不会马上与原有台阶合并成一条曲线,而是会从上至下逐渐覆盖原有台阶的形貌,当有多个台阶同时存在时,就会根据同一时刻承受射流移除更多的台阶形貌来改变整个切割前沿的形貌,如图 3.4e 所示。
以上两种模型均是从磨料粒子侵蚀材料的角度对磨料水射流切割过程中的台阶现象进行了解释,并对切面波纹的产生原因进行了分析,并且按以上两种模型分析,射流中的磨料颗粒并不随着射流的偏转而偏转,则必然会出现磨料颗粒在撞击材料后突破射流界限进入空气中的现象,但实际情况中并没有观察到相应的现象。本文认为上述两种模型都是将磨料水射流切割过程看做了简单的磨料颗粒对材料的撞击与移除,而没有考虑整个过程中磨料颗粒与水之间、磨料颗粒之间的相互作用。实验研究表明,两相流的流体相与颗粒之间以及不同尺寸颗粒群之间存在相对滑移,这不仅是湍流扩散的结果,还因为相间存在时均速度差,通常在多相流动中,相间滑移既存在于沿着轨道的运动中,又存在于沿轨道两侧的扩散运动中,当然以前者为主。岑可法发现在气固燃烧炉中煤粉在炉内喷嘴出口处其速度和气流速度之比在 0.95-0.98 左右[76],两相之间一直存在速度梯度和相间滑移,并始终相互作用。而考虑磨料颗粒质量远大于煤粉颗粒,且后混合射流的相间混合方式使得磨料颗粒很难进入水射流核心区,即水射流速度最快、能量最高的区域,磨料颗粒与水之间的速度梯度与相间滑移必然远大于煤粉与空气。而在磨料与水同时与材料发生撞击时,由于材料的移除主要是磨料颗粒的作用,且磨料的密度远大于水的密度,磨料颗粒的速度损失必然远大于水,因而会随着随后而来的射流相互作用并发生偏转。
根据以上分析,在磨料水射流切割过程中,水的速度始终大于磨料颗粒的速度,并且在磨料水射流形成阶段,也是先生成高压水射流,然后磨料在自重与负压的双重作用下被吸入混合腔的,因而与材料最先接触的是纯水,但因纯水切割能力不强,只能在材料表面形成轻微的痕迹或是直接被反弹开,而最初与磨料颗粒接触并相互作用的水由于速度大于磨料颗粒,因而会越过磨料颗粒,然后磨料颗粒再被后方的水射流继续加速,当然这个过程中会发生紊流,但磨料颗粒始终是沿着水射流的轨迹在运动的。而在磨料颗粒与材料相互作用后,材料被磨料颗粒移除,碰撞后的磨料颗粒速度大减,并会根据与材料撞击的角度与自身形状发生旋转,并被后方射流再次加速,并再沿着射流的轨迹与前方材料再次发生碰撞,此过程会一直循环直至磨料颗粒随射流轨迹射出材料。据此理论,磨料颗粒与材料的碰撞次数会远远多于前人的分析,这可以解释切割完毕后的磨料颗粒通常棱角基本都被磨平,并且与河道中淤泥类似的原因;并且在整个切割过程中水始终会比磨料颗粒先接触材料,因而在出现较大的台阶导致射流反溅现象时,水会先反溅出来形成轨迹,随后磨料在后续射流的带动下沿射流轨迹一同反溅而出,而不会出现磨料颗粒与水射流分离的情况。
 400-83-29299
400-83-29299 
 订阅号
订阅号  知乎
知乎  抖音
抖音  快手
快手  今日头条
今日头条  售前咨询
售前咨询 

 公众号
公众号 
 全站地图
全站地图