 消防车
特种车辆
水射流工程
水刀
奥 拓 福 水 刀立足品质 专业切割 专注水射流26年
消防车
特种车辆
水射流工程
水刀
奥 拓 福 水 刀立足品质 专业切割 专注水射流26年
400-83-29299
apw@apw.cn
沈阳市浑南新区浑南东路国际产业园日本园15-16号
 作者:admin
作者:admin
 来源:
来源:
 发布于:2025-07-25 13:42:12
发布于:2025-07-25 13:42:12
 浏览:181
浏览:181
陶瓷材料以其高硬度、高耐磨性和高温稳定性广泛应用于航空航天、电子、医疗、建筑等行业。然而,正因为陶瓷硬而脆、易裂纹,传统机械切割(如锯片或钻头)在加工陶瓷时往往效率低、损耗高,甚至容易导致材料破裂。为了解决这些问题,水刀切割技术成为了加工陶瓷材料的理想选择。
水刀切割,也称“水射流切割”,是通过将水加压到极高压力(通常在3000至6000 bar之间),然后通过极细喷嘴喷射而成的一种高速水流。纯水刀主要用于切割软材料(如泡棉、橡胶等),而对于像陶瓷这样坚硬的材料,通常会添加磨料(如石榴砂),形成“磨料水刀”,从而增强切割能力。
冷加工,无热影响区(HAZ)
传统切割方式如激光或等离子切割会产生高温,导致陶瓷局部热应力,易形成裂纹甚至崩边。而水刀属于冷加工,不会产生热影响区,大大降低了陶瓷破损风险。
高精度与复杂轮廓切割
水刀可以通过数控(CNC)控制,实现任意图形、曲线、孔洞等复杂结构的切割。其切缝窄、精度高,非常适合电子陶瓷、精密构件、艺术陶瓷等对精度有较高要求的场景。
不接触、不施压,减少破损率
水刀切割过程无机械接触,不会对陶瓷施加额外压力或震动,尤其适合薄片陶瓷、脆性陶瓷的切割,能显著降低材料损耗。
材料适应性广
无论是氧化铝陶瓷、氮化硅陶瓷,还是复合陶瓷、透明陶瓷,水刀都能胜任。其通用性极强,适用于多种厚度与材质。
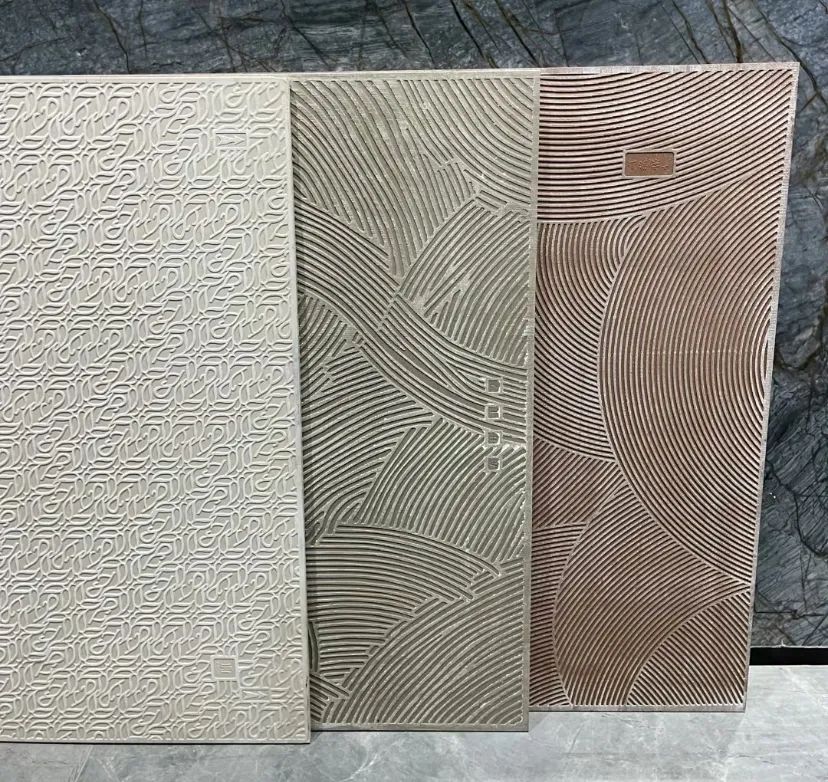
在电子工业中,陶瓷基板(如LTCC、HTCC)常用于封装与导热,水刀可用于精细切割导通孔、定位槽等复杂结构;在建筑行业,水刀能高效切割大规格陶瓷砖,实现异形拼接和定制图案;而在高端装饰或艺术陶瓷领域,水刀还能完成复杂图形镂空,保留完美细节。
切割陶瓷材料时,通常会选择3轴或5轴水刀系统。3轴系统适用于大部分二维切割,而5轴系统则能实现斜面切割、倒角、斜边处理等更复杂加工。
关键切割参数包括:
压力:常设定在3500-4200 bar之间;
喷嘴直径:0.2~0.4 mm,视切割精度而定;
进给速度:需根据陶瓷种类和厚度调整,过快会破裂,过慢则降低效率;
磨料粒径与供给速率:石榴砂80-120目为主,供砂速率控制在200-400g/min较为常见。
尽管水刀切割陶瓷优势众多,但操作时仍需注意以下几点:
材料应固定牢固,防止震动影响切割精度;
切割过程中需控制好磨料、水压与移动速度的平衡;
建议使用含闭环控制系统的高端设备,实时调整参数;
切割后应进行表面清洗,清除残留磨料,避免后续污染。
水刀切割技术在陶瓷材料加工中展现出独特优势:无热变形、高精度、材料适应广和良好的边缘质量。随着数控技术与材料科技的发展,水刀正在成为越来越多陶瓷加工企业的首选。未来,结合自动化生产线与智能控制系统,水刀切割将在陶瓷精密加工领域发挥更加重要的作用。
 400-83-29299
400-83-29299 
 订阅号
订阅号  知乎
知乎  抖音
抖音  快手
快手  今日头条
今日头条  售前咨询
售前咨询 

 公众号
公众号 
 全站地图
全站地图