 消防车
特种车辆
水射流工程
水刀
奥 拓 福 水 刀立足品质 专业切割 专注水射流26年
消防车
特种车辆
水射流工程
水刀
奥 拓 福 水 刀立足品质 专业切割 专注水射流26年
400-83-29299
apw@apw.cn
沈阳市浑南新区浑南东路国际产业园日本园15-16号
 作者:admin
作者:admin
 来源:
来源:
 发布于:2022-08-31 10:44:12
发布于:2022-08-31 10:44:12
 浏览:6442
浏览:6442
在实际切割过程中,影响磨料水射流切割厚度的因素有很多,其中主要有射流压力、磨料流量、磨料粒径、切割(横移)速度和靶距这五个因素:
1)切割厚度与射流压力呈线性关系,两者成正比。通常情况下,射流压力为材料极限压力的2.5倍左右;
2)在增压器可达到的压强范围内,磨料流量越大,切割厚度越大。但当磨料流量达到一定值后,切割能力反而慢慢降低;
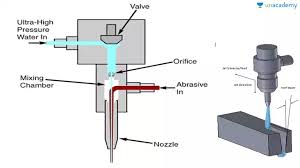
3)磨料粒径对于切割厚度的影响较小,但也存在一定规律,随着磨料粒径值的增加,切割能力先增强后减弱;
4)切割(横移)速度与切割厚度呈指数趋势变化,且切割速度越大,切割能力越差;
5)随着靶距由远端逐渐靠近工件表面的过程中,存在一个最佳值,靶距小于最佳值时,由于射流回流和积聚影响,切割厚度迅速减小。
然而,在实际切割过程中,除了切割速度和射流压力两个因素外,其余几个因素一般都不做调整,直接由经验设定,且上述因素所带来的影响也较小。而射流压力则取决于水切割机自身高压泵的能力,一般多为工作压力。因此,在实际切割过程中,真正能够影响切割深度的因素只有切割速度一种,也就是水刀刀头的进给速度,推导切割速度一切割深度关系曲线,可以得出不同切割深度所适用的切割速度,同时也可以找出对于本文所要切割的最大尺寸铸件浇注口的适用速度,当切割速度为最大切割速度的一半时,便可获得较好的切割表面质量以及切割经济性。
 400-83-29299
400-83-29299 
 订阅号
订阅号  知乎
知乎  抖音
抖音  快手
快手  今日头条
今日头条  售前咨询
售前咨询 

 公众号
公众号 
 全站地图
全站地图