 消防车
特种车辆
水射流工程
水刀
奥 拓 福 水 刀立足品质 专业切割 专注水射流26年
消防车
特种车辆
水射流工程
水刀
奥 拓 福 水 刀立足品质 专业切割 专注水射流26年
400-83-29299
apw@apw.cn
沈阳市浑南新区浑南东路国际产业园日本园15-16号
 作者:admin
作者:admin
 来源:
来源:
 发布于:2022-04-21 10:37:28
发布于:2022-04-21 10:37:28
 浏览:7859
浏览:7859
图2.4为后混合式磨料水射流切割喷嘴的整体结构。高压水从纯水喷头中进入混合腔内,同时磨料从混合腔侧面进入,二者在混合腔内混合后,经由磨料喷嘴加速,最后形成高速磨料水切割物体。后混合式切割系统的磨粒加速集中在喷嘴内部,而磨料的加速过程的充分与稳定是极其重要的,此过程中喷嘴的收敛角的大小、出口直径及喷嘴长度是决定射流束集中且切割性能的主要因素。
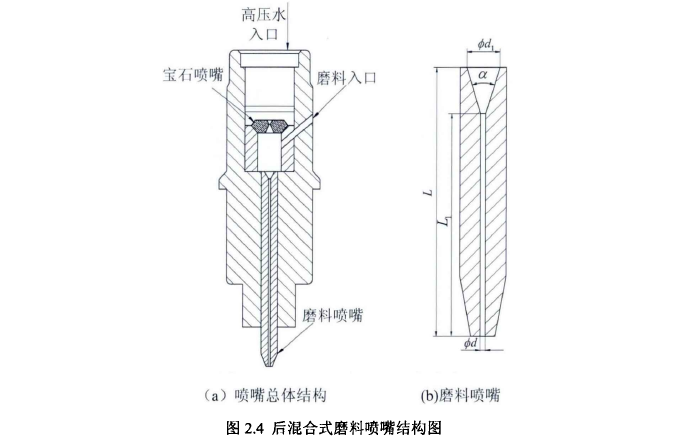
水刀切割机磨料喷嘴内部流道线型的确定
针对后混合高压磨料水磨料喷嘴,目前广泛采用圆锥直线型结构图2.4(b),如上述所提主要参数包括.?收缩角《、出口直径喷嘴长度以及内壁粗糙度等。优化这些关键参数则是改进喷嘴性能的主要方式。研究学者表明,针对不同磨料喷嘴的内部流道结构,其内部的流场受到的阻力值相差很大,进而导致整体射流状态的不同。目前一些研究学着做提出了圆弧直线型、流线型等结构喷嘴如图2.5(a)、(b)所示,在此基础上本文提出双圆锥直线型磨料喷嘴,如图2.5(c)所示。
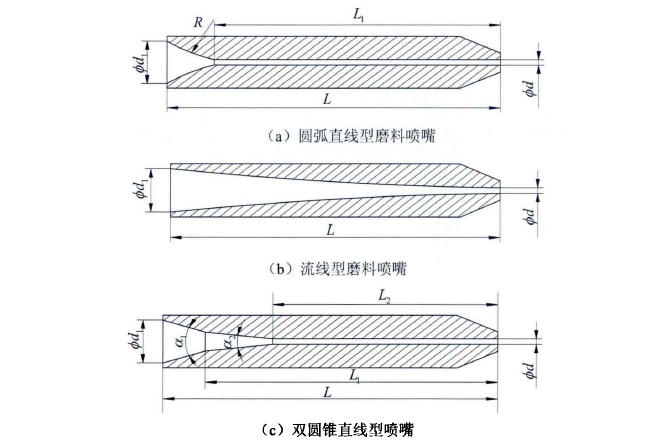
圆弧直线型和流线型磨料喷嘴的内部流道平滑且流畅,尤其流线型磨料喷嘴,流率系数大且具有较高的能量转化率,但是其加工工艺复杂,难以保证其结构及其表面粗糙度的加工精度,所以在工业生产中应用率较低。
双圆锥直线型磨料喷嘴基于关键因素收敛角的大小的影响而提出。目前根据实际应用和各仿真研究得出喷嘴圆锥段收敛角在比较小的情况下,会导致喷嘴长度过大,射流集束性不高。当不断增大收敛角时,出口边界层的厚度减少,边界层的厚度与流动的粘性阻力是正相关。如果边界层的内扰动过大,紊流过大导致损耗能量,同时造成磨损。所以提出双锥段概念,内部流道两步进行收敛,避免了收敛角过大或者过小带来的问题。
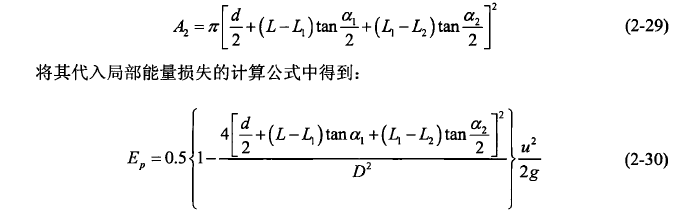
基于以上分析,本文最终确定改进的磨料喷嘴为双圆锥直线型,确定磨料喷嘴结构后,首先从能量损失的角度与传统单圆锥磨料喷嘴进行对比验证。可以得到双圆锥直线型磨料喷嘴的入口截面积表达式为:
对比式(2-30)及(2-23)可知,双圆锥直线型喷嘴入口处的局部能量损失相对较小。进入双圆锥磨料喷嘴内部的流体,由于渐缩的流道结构,流线不会脱离壁面,使其内部流动损失很小,此时流动阻力主要是沿流程的摩擦引起的。对于缩小后流速的局部损失系数为
S=0.5-0.6。
 400-83-29299
400-83-29299 
 订阅号
订阅号  知乎
知乎  抖音
抖音  快手
快手  今日头条
今日头条  售前咨询
售前咨询 

 公众号
公众号 
 全站地图
全站地图